

dobava elektrod za varjenje nerjavnega jekla aws e308 e308l
Značilnosti in aplikacije
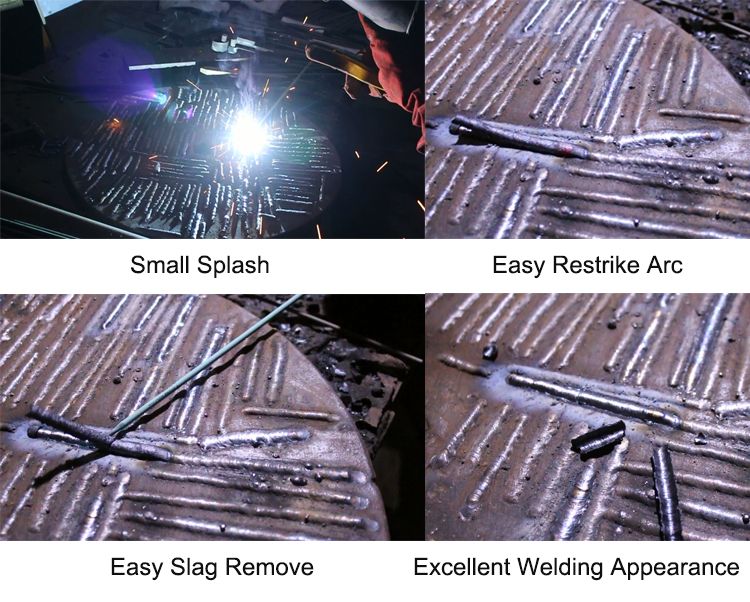
Zvar kovine E308/308Lisa19Cr-10Ni avstenitne mikrostrukture, ki vsebuje omejeno količino ferita.Odlične zmogljivosti za odvajanje žlindre, videz zvara, varivost, odpornost proti koroziji pri visokih temperaturah so dosegljivi.Primeren je za varjenje jekel AlS1-304, AlSI-301 in AISI-302 v vseh položajih.
Ustrezna osnovna kovina za E308/308L: tanka nerjavna plošča, obroč, cev, brezšivna cev, toplotna cev, plošča tlačne posode, jeklena palica, kovačnica.
Opombe o uporabi
1. Očistite umazanijo na utoru iz navadne kovine in prestopite s krtačo iz nerjavečega jekla
2. Ohranjanje čim krajšega loka je zelo priporočljivo.Med varjenjem s prepletanjem je treba območje premikanja nadzorovati znotraj 2,5-kratnega premera žice.
3. Pred uporabo sušite elektrode pri 250~300 ℃ 60 minut.Odstranite potrošni material za poldnevno porabo in ga hranite v okolju pri 100 ~ 150 ℃ med postopkom varjenja
4. Uporabite nižji tok, da preprečite razpoke in zmanjšate razredčenje navadnih kovin.
Opis
| Model | GB | AWS | Premer (mm) | Vrsta premaza | Trenutno | Uporabe |
| CB-A102 | E308-16 | E308-16 | 2,5-5,0 | Tip apna in titanije | DC | Uporablja se za varjenje korozijsko odpornih struktur iz nerjavečega jekla 0cR19Ni9 in 0Cr19Ni11Ti pod 300︒C |
Kemična sestava nanesene kovine (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0,02 | 0,85 | 0,70 | 0,030 | 0,010 | 19.3 | 9.5 |
Mehanske lastnosti deponirane kovine
| Natezna trdnost (Mpa) | Raztezek (%) |
| 570 | 45 |
Pakiranje


Naša tovarna


Razstava








Naš certifikat









